Производство деталей

Технология изготовления валов на заводе
Валы — функциональные элементы, передающие крутящий момент от привода к механизмам и узлам. Изготовление валов востребовано в разных отраслях промышленности. Специфика производства зависит от конструкции деталей. Выпускают ступенчатые, бесступенчатые, пустотелые и цельные осевые, комбинированные конструкции с шестернями и глянцевые со шлицевым пазом.
Особенности изготовления валов
Процесс предусматривает применение высокоточного оборудования и различных методов обработки металлов. Поверхность валов шлифуют, фрезеруют, точат. После механической обработки необходима доводка деталей шлифовкой. По требованиям стандартов и пожеланиям заказчиков валы доводят до III–V класса точности, показателей шероховатости.
Для повышения прочности металлов применяется термическое упрочнение. Изготовление вала предполагает закалку готовой детали с последующим отпуском, применяется искусственное (ускоренное) старение металла. Для некоторых сталей применимы химико-термические способы. Твердость сплавов повышают азотным и углеродным насыщением (цементацией).
Предусмотрено нанесение антикоррозионных, твердосплавных и износостойких покрытий с антифрикционными свойствами. Применяют гальваническую и термохимическую (горячую) оцинковку, газодинамическое напыление. При необходимости выполняют гуммирование или обрезинивание отдельных частей валов.
Материалы для вала от производителя ГК «МеталлЭнергоХолдинг»
| Вид металла | Категория | Свойства |
| Стали | углеродистые обыкновенные и качественные | упрочняемые |
| строительные | с фиксированной прочностью | |
| нержавеющие | жаропрочные | |
| Чугун | модифицированный | с шаровидным графитом |
| Алюминий | деформируемые сплавы | высокопрочные |
| Цветные металлы | латуни, бронзы, кобальто-никелевые сплавы | износостойкие, прочные |
Процесс производства металлического вала
Предварительно отливки, поковки или другие виды заготовок подгоняются под основные геометрические параметры. Обточка и расточка элементов осуществляется на токарных станках с числовым программным управлением. Предусмотрен промежуточный контроль полуфабрикатов.
Сварка отдельных элементов вала необходима при изготовлении сложных конструкций. Предусмотрена зачистка швов, раскатка гурта. Фрезерование проточек и шпоночных канавок осуществляется с применением специальной оснастки. Шлифовкой достигается нужная степень шероховатости поверхности. При приемке готовых изделий применяются высокоточные приборы с лазерными датчиками. По требованию заказчика проводится динамическая балансировка конструкций.
Любая технология включает правку заготовок, черновую и чистовую токарную обработку концов, шлифовку шеек вала, зубонарезание венцов, зенкерование шлицев, фрезерование кулачков. Также обязательны сверление, развертывание установочных отверстий, шпоночных канавок.
Эксплуатационные характеристики валов для машиностроения
| Параметр, единицы измерения | Значение | ||
| min | max | ||
| Диаметр, мм | 10 | 1500 | |
| Длина, м | 0,2 | 6 | |
| Кол-во зубцов шестерни, шт. | 6 | 36 | |
| Размер шлица | диаметр, мм | до 500 | |
| длина, мм | 10 | 2000 | |
| Шероховатость | до Ra 0,08 | ||
Заказать изготовление валов по выгодной цене
ГК «МеталлЭнергоХолдинг» оказывает весь комплекс услуг по металлообработке. Можно заказать изготовление валов по чертежам или предоставленному образцу. Цена работ низкая, определяется по фиксированным расценкам. Заявки принимаются по телефону +7 (351) 202-01-66, электронной почте chelyabinsk@metatorg.ru.


Валы жаропрочные, кислотостойкие, нержавеющие - любой сложности
Изготовление валов из нержавеющей стали – это сложный технологический процесс механической обработки заготовки из нержавеющей стали соответствующего диаметра, длины. Требует наличие производственной базы, высокоточного оборудования, квалифицированного персонала. ГК МеталлЭнергоХолдинг предлагает комплекс услуг по изготовлению валов из нержавеющей стали. В перечень работ входит: подготовка (согласование) проектной документации, подбор стали, предварительная токарная обработка, сверление, фрезеровка, нарезка зубьев, шлицов, резьбы, шлифовка, балансировка и многое другое. Заказчик получает изделие, полностью соответствующее техническому заданию, готовое к эксплуатации в агрессивной среде под воздействием высоких нагрузок.
Предлагаемый ассортимент изготовления валов из нержавеющей стали
ГК МеталлЭнергоХолдинг оказывает услуги по изготовлению валов из нержавеющей стали любой сложности по выгодной для потребителя цене. Специалисты компании изготовят валы из нержавейки следующих типов:
| Наименование услуги | Типы валов |
| Изготовление валов из нержавеющей стали | Тонкие |
| Толстые | |
| Короткие | |
| Длинные | |
| Зубчатые | |
| Шлицевые | |
| Нестандартные |
Производственная база компании позволяет нашим специалистам принимать заказы на изготовление валов из нержавеющей стали самых сложных конструкций. В наличии российское и зарубежное оборудование по выполнению токарной, фрезерной обработки, фрезеровке зубьев, шлицов, шлифовке, термической обработке, балансировке и многого другого.
За время работы ГК МеталлЭнергоХолдинг наработала тесные деловые отношения с ведущими производителями качественного металлопроката по выгодной оптовой цене. В наличии большое разнообразие нержавеющих сталей, сплавов с разной степенью легирования. Вся продукция соответствует нормам ГОСТ, ОСТ, ТУ, проходит дополнительную проверку отделом технического контроля предприятия.
Заказать изготовление валов из нержавеющей стали любых размеров по минимальной рыночной цене можно на сайте ГК МеталлЭнергоХолдинг.
Индивидуальный подход к каждому заказу, тщательная проработка всех технологических операций, приемка готового изделия внутренним ОТК гарантируют качественную и долговечную эксплуатацию оборудования с нашими нержавеющими валами. При оформлении крупных, комплексных заказов действуют скидки. Детальная информация у менеджера. Обращайтесь – консультация по телефону бесплатна.

Процесс изготовления втулок на заводе ГК «МеталлЭнергоХолдинг»
Одной из важных деталей любых движущихся механизмов являются втулки — цилиндрические или конические детали, обеспечивающие плавность вращения деталей, возможность фиксации или соединения отдельных элементов конструкций. Втулки имеют обычно цилиндрическую или коническую форму и обладают осевой симметрией — в зависимости от сферы применения изготавливаются детали из стали различных марок, чугуна, бронзы, латуни, полимеров. Изготовление втулок, заказать которое можно у нашего предприятия — одна из разновидностей металлообработки, позволяющая получать единичные, мелко- и крупносерийные детали высокой точности с любой степень сложности внутренней и наружной поверхности.
Технология изготовления втулок
Изготовление втулок — технологический процесс, включающий в себя весь цикл от подготовки до шлифовки. Промышленные отрасли используют различные виды фитингов, которые различаются по ряду признаков. Изготовление втулок любого типа нашими специалистами включает в себя весь производственный цикл, позволяющий заказчику на выходе получить деталь в точном соответствии с предоставленными чертежами или по образцу.
Этапы производства металлических втулок:
- подготовка исходной заготовки — литье в кокиль или форму, центробежное литье оговоренного сплава (бронзы, латуни, чугуна, стали различных марок);
- первичная обработка полученной заготовки на токарных станках;
- полная обработка, придание точной формы;
- проработка дополнительных элементов и поверхностей (нарезка резьбы, сверление отверстий, фрезеровка пазов и других технологических выемок, зенкерование);
- закалка или другие виды термообработки;
- финишная обработка, включающая шлифовку, полировку, расточку алмазным инструментом;
- проверка качества полученной детали.
Преимущества металлической втулки от производителя
Использование современных токарных и токарно-расточных станков с ЧПУ позволяет автоматизировать процесс выпуска деталей любых размеров и сложности, причем часто базовые разновидности изготавливаются за один-два прохода режущего инструмента. Изготовление втулок массового сектора (крупносерийное и мелкосерийное производство) предусматривает распределение процессов подготовки заготовок, базовой, дополнительной и финишной обработки — таким образом обеспечивается ценовая доступность процесса производства.
Для деталей нестандартных размеров (например, для металлургического оборудования) разрабатываются и изготавливаются индивидуальные формы для литья. Обработка ведется на токарном и фрезерном оборудовании — готовые втулки обладают максимально высокой точностью и соответствуют предоставленным чертежам.
Виды втулок и резьбовых вставок (металл/полимер)
| Классификация | Типы фитингов |
| По назначению | подшипниковые (для осей, валов, собственно подшипников), закрепительные (для фиксации различных элементов в механизмах), переходные (например, для закрепления инструмента или обрабатываемых деталей в станках, согласования деталей различной формы) |
| По форме | цилиндрические, конусообразные, с цельным, разрезным или составным корпусом, с резьбой, фланцами или буртом |
| По материалу производства | бронзовые, латунные, стальные, чугунные, а также из полимеров различных типов |
Заказать изготовление втулок по выгодной цене
ООО ГК «МеталлЭнергоХолдинг» предоставляет услуги по выпуску фитингов из любых сплавов и неметаллических материалов. Узнать цену производства втулки возможно по телефону +7 (351) 202-01-66, отправив заявку на электронную почту chelyabinsk@metatorg.ru или через мессенджеры.


Особенности изготовления деталей по образцам заказчика в ГК «МеталлЭнергоХолдинг»
Представленная комплексная услуга предусматривает весь цикл индивидуального или мелкосерийного производства аналогов, по размерам и характеристикам соответствующим представленному образцу. Процесс включает несколько операций, изготовление деталей по образцам заказчика начинается с разработки технической документации. Проектирование осуществляется с соблюдением актуальных версий ГОСТов. Подбирается соответствующий материал, инструментальная оснастка для оборудования.
Готовые изделия доводятся до нужной степени шероховатости. Предусмотрено термическое и механическое упрочнение, воронение, нанесение защитных покрытий. Возможна твердосплавная наплавка на зубья шестерен, венцы червячных передач.
Методы изготовления деталей по образцам заказчика
В качестве заготовки для изготовления детали используется сертифицированный прокат или отливки. Технология обработки выбирается в зависимости от физико-механических характеристик используемого материала. Механообработка подразумевает послойное срезание металла для придания детали нужной формы. При необходимости проводятся покрасочные работы, наносится барьерная защита.
Способы производства детали, расходника из сталей и цветных металлов
| Технологическая операция | Содержание | Применение |
| Литейное производство |
| создание сплошных и полых полуфабрикатов, требующих минимальной доводки |
| Раскрой и гибка металла |
| формирование полуфабрикатов из листового проката, профиля |
| Скоростная резка | процедура снятия излишних слоев металла на токарных, фрезерных, сверлильных станках, использование зуборезок, зубофрезеровки | доведение отливок, штамповок, других п/ф до нужных размеров, проделывание глухих и сквозных отверстий, зенкование под шляпки метизов с потайной головкой |
| Обработка давлением |
| пластическая деформация деталей без изменения структуры |
| Сварка | использование ручного сварочного оборудования, полуавтоматов, проволочной присадки, штучных электродов | неразъемное соединение отдельных элементов, наплавка слоев металла с обозными свойствами |
| Абразивная обработка поверхности | процесс плоской и круговой шлифовки | создание нужной степени шероховатости |
Заказать изготовление деталей по образцам заказчика по выгодной цене
ГК «МеталлЭнергоХолдинг» оснащена станками с числовым программным управлением, выполняет работы любого уровня сложности. Можно заказать изготовление деталей по вашим образцам импортного и отечественного производства. Цена услуг привлекательная, зависит от количества технологических операций и серийности изготавливаемых элементов. Телефон для справок +7 (351) 202-01-66, электронная почта chelyabinsk@metatorg.ru.


Технология изготовления деталей по чертежам заказчика на заводе
Производство деталей по чертежам — одно из направлений работы ГК «МеталлЭнергоХолдинг». Услуга позволяет получить элементы нужной формы, размера и конфигурации, в рамках данной услуги специалисты компании подберут комплексное решение для задач, поставленных клиентом. Закажите изготовление деталей по чертежам, если не нашли нужной нашем каталоге. Мы оперативно произведем запрошенную партию, организуем доставку груза на любой объект в России и странах СНГ.
Процесс изготовления деталей по чертежам заказчика
Для производства детали или расходника согласно чертежу с нужными параметрами используются все методы металлообработки:
- фрезеровка;
- вальцовка;
- гибка;
- резка;
- вырубка;
- сварка и другие.
В нашей компании вы можете заказать изготовление любых металлических деталей, независимо от длины производственного цикла. Для достижения нужного результата весь процесс выпуска разделен на узкоспециальные технологические операции.
Выпуск металлических деталей по вашему чертежу осуществляется в несколько этапов, включая:
- расчет параметров будущего элемента;
- подбор материалов для выпуска;
- разработку специальных программ для оборудования;
- подбор оптимального инструмента и технологии обработки;
- передачу документации на производственный участок;
- тестирование качества готовых образцов.
Параметры технологических процессов изготовления деталей
| Параметр | Значение |
| Виды металлов для производства | латунь, медь, стальные сплавы, алюминий, ценные металлы и другие |
| Технологии обработки | резка, сварка, штамповка, фрезеровка, сверление и другие |
| Термическая обработка | закалка, стабилизирующий отпуск, отжиг, нормализация и другие |
Особенности производства детали по вашему чертежу или эскизу
При оформлении заказа вы можете выбрать нужный материал изготовления (марку, сорт, толщину проката), требуемую точность, объем партии и дополнительную обработку. По чертежам заказчика мы изготавливаем детали станков и машин, крепежные элементы, сварочные конструкции, элементы различных механизмов, предметы декора и другие элементы. Высокое качество достигается за счет собственного парка станков различного назначения, высокой компетенции наших специалистов, а также контроля качества на всех этапах производственного процесса.
Заказать изготовление деталей по чертежам заказчика по выгодной цене
Для согласования заказа вышлите на электронную почту chelyabinsk@metatorg.ru имеющиеся чертежи —менеджеры ГК «МеталлЭнергоХолдинг» оперативно свяжутся с вами. Также доступны телефон +7 (351) 202-01-66 и онлайн-форма заявки. Цена одной детали по вашему чертежу и стоимость всего заказа рассчитывается индивидуально. Клиенты компании могут воспользоваться услугой безопасной доставки — грузы доставляются проверенными транспортными компаниями.


Услуга изготовления закладных деталей — завод ГК «МеталлЭнергоХолдинг»
Изготовление закладных деталей — востребованный вид работ, заключающийся в производстве стальных элементов металлоконструкций. Они используются для прочного соединения сборных плит и блоков, создающих целостные конструкции. Для выпуска используется полосовая, листовая, арматурная, круглая сталь.
Технология изготовления закладных деталей
Конструктивные исполнения металлических закладных элементов предполагают применение базовых профильных составляющих: частей швеллеров и уголков из стали высокой прочности. По внешнему виду закладные детали представляют собой пластины с приваренным прямым или изогнутым анкером. Отличаются элементы разнообразием геометрических форм. Для увеличения прочностных свойств используют анкеры с резьбой. В качестве сырья для пластин применяют полосовой прокат и горячекатаные листы.
Для выпуска закладной детали используется конструкционная углеродистая сталь марки Ст3 групп Б, В и других. Применение в работе сварных соединений соответствует требованиям ГОСТ 10922-90. Для продления срока эксплуатации поверхность металла может покрываться цинковым слоем. Это придает стали устойчивость к образованию коррозии.
Характеристики стальной закладной детали от производителя:
- длительный срок службы;
- предельный нижний показатель температуры — не менее -30 °C;
- возможность нанесения антикоррозийного покрытия путем цинкования или лакокрасочной обработки;
- изготовление типовых исполнений и по индивидуальным чертежам;
- качественное сырье.
Виды закладных деталей (серии ЗД, МН и другие)
| Параметр | Значение |
| Особенности производства | серийное, индивидуальное |
| Тип изделий | открытый, закрытый |
| Форма | прямоугольная, квадратная, трапециевидная, треугольная, ромбовидная |
| Расположение анкерных стержней | наклонное, перпендикулярное, параллельное, смешанное |
| Защитное покрытие | без покраски, с частичной обработкой |
Применение закладной детали из металла
Закладные детали используются в сфере строительства. Монтируются в тело железобетонных плит. Они предназначены для надежного закрепления конструкций разного назначения. Позволяют оформлять дверные и оконные проемы, закреплять оборудование технологического назначения. Детали от производителя — надежное решение при возведении ангаров, мостов, путепроводов, лифтовых шахт, ЛЭП, переходов, подпорных стен.
Заказать изготовление закладных деталей по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает любыми объемами заказать изготовление закладных деталей: выпускаем типовые элементы и разработанные по параметрам заказчика. Процесс производства осуществляется в строгом соответствии с нормативной документацией, цена зависит от используемого сырья, объема и срока работы, индивидуальных особенностей проекта. Оформить заказ можно по телефону +7 (351) 202-01-66 и электронной почте chelyabinsk@metatorg.ru.


Изготовление модельной оснастки в ГК «МеталлЭнергоХолдинг»
Модельная оснастка — один из важнейших и ключевых элементов производства различных форм. От ее качества зависит качество изготовленной продукции. Поэтому с помощью ГК «МеталлЭнергоХолдинг», в распоряжении которой находится передовое технологическое оборудование, можно получить высокоточные модели для литейного производства.
Перед непосредственно производством модельной оснастки, в зависимости условий технического задания, выбирается материал, из которого будут выполнены формы. Используются различные материалы, а именно — металл, дерево, пластик.
Особенности изготовления модельной оснастки
При применении современных технологий и оборудования достигается приемлемая скорость выпуска. Также обеспечивается безупречная точность работ.
Автоматическое производство приспособлений для изготовления отливок обеспечивает потребителей следующими преимуществами:
- выгодной стоимостью работ;
- безупречным качеством и высокой точностью размеров получаемых моделей;
- быстрым выпуском — обеспечение необходимого количества моделей за минимальное количество времени;
- универсальностью процесса изготовления — потребители могут заказывать оснастку, которая имеет любую форму и размеры (здесь практически нет ограничений).
Конечная стоимость изготовления элементов модельной оснастки формируется на основе из таких факторов, как размерные и форменные характеристики детали, используемый материал. Также зависит от сроков выполнения заказа и прочих пожеланий заказчика.
Технология производства оснастки для литья
Процесс выпуска литьевых форм для производственных и других целей включает в себя следующие циклы:
- проектирование — создание 3D-модели;
- разработку методов литья и технической документации;
- создание программного обеспечения для оборудования с ЧПУ;
- контроль качества выпущенной модельной оснастки.
Конечным и немаловажным этапом является техническое сопровождение и внедрение модельной оснастки в производственные процессы.
Материалы, из которых изготовляют элементы оснастки для отливок
| Тип сырья | Преимущества |
| Модельный пластик | Прочный и долговечный материал, который отлично поддается обработке и не требует дополнительной обработки |
| Дерево | Обладает большим перечнем хороших характеристик, среди которых это возможность подвергать его деформациям, короблению |
| Металл | Обладает наибольшим сроком службы, поскольку практически не подвергается износу |
Применение комплектов литьевой оснастки:
- судостроение и прочее машиностроение;
- архитектурное и дизайнерское направление;
- формирование бетонных элементов и вакуумная формовка.
Заказать изготовление модельной оснастки по выгодной цене
Группа компаний «МеталлЭнергоХолдинг» обеспечивает своих клиентов высококачественными комплектами приспособлений для литья в любых объемах и в кратчайшие сроки. Заказать услугу изготовления модельной оснастки, включая разработку и проектирование, проконсультироваться по всем интересующим вопросам и узнать цену можно, позвонив по телефону +7 (351) 202-01-66 или написав на электронную почту chelyabinsk@metatorg.ru.

Изготовление ступенчатых валов – это сложный технологический процесс последовательной механической обработки стальной заготовки в виде поковки, круга или отливки для ее преобразования в готовую деталь цилиндрической формы, передающую вращательную механическую энергию вдоль своей оси от двигателя к другим частям рабочего механизма. Конструктивной особенностью является наличие общей длины, нескольких ступеней разного диаметра, резьбы, шлицов, шпонок, внешних и внутренних посадочных, непосадочных поверхностей. Осевые отверстия могут иметь гладкую, ступенчатую, фасонную форму. Востребовано в бытовой технике, машиностроении, автомобилестроении, судостроении.
Общие технические параметры при изготовлении ступенчатых валов
ГК МеталлЭнергоХолдинг располагает производственными ресурсами, высокотехнологичным оборудованием, квалифицированным персоналом для изготовления ступенчатых валов разной степени сложности в стандартном исполнении и под заказ.
Предлагаемые изделия имеют следующие технические параметры:
| Наименование услуги | Общие технические параметры | Числовые значения |
| Изготовление ступенчатых валов | Внешний диаметр, мм | 10-2000 |
| Длина, мм, не больше | 7000 | |
| Исходное сырье | Конструкционные углеродистые стали разной степени легирования | |
| Наличие термической обработки | По требованию заказчика |
Налажен полный цикл производства от расчета проектной документации до выполнения всех необходимых операций в строгом соответствии с нормами ГОСТ, ОСТ, ТУ, чертежами заказчика. Каждая деталь проходит приемку с составлением соответствующего акта.
Исходный материал для изготовления ступенчатых валов
ГК МеталлЭнергоХолдинг изготавливает ступенчатые валы из разных марок черных и цветных сталей, сплавов. Наиболее применяемые материалы, их механические свойства приведены в таблице:
| Наименование услуги | Вид стали | Марка | Состояние | Внешний диаметр, мм | Сопротивление разрывным нагрузкам, МПа | Предел текучести, МПа | Соответствие ГОСТ |
| Изготовление ступенчатых валов | Обыкновенного качества | Ст.3 | Горячекатаная | 20 | 490-630 | 285 | № 380 |
| Углеродистые качественные | 40 | Нормальная | 250 | 570 | 335 | № 1050 | |
| Улучшенная | 40 | 630 | 400 | ||||
| 45 | Нормальная | 250 | 600 | 355 | |||
| Улучшенная | 100 | 740 | 440 | ||||
| Легированные | 20Х | 250 | 780 | 590 | № 4543 | ||
| 40Х | 100 | 980 | 785 | ||||
| 40ХН | Нормальная | Любой | 630 | 330 | |||
| Улучшенная | 100 | 980 | 785 | ||||
| 30ХГТ | 250 | 1070 | 875 | ||||
| 30ХГСА | Любой | 1080 | 835 |
Другие рабочие параметры выбранного материала уточняйте у специалиста при оформлении заказа
Виды механической обработки заготовки для изготовления ступенчатых валов
ГК МеталлЭнергоХолдинг представлена на рынке металлопроката России и ближнего зарубежья с 2015 года. Имеет собственные станки ЧПУ, токарно-винторезные станки, горизонтально-фрезерные станки, консольно-фрезерные вертикальные станки, круглопильные отрезные автоматы, зубо-фрезерные станки, вертикально-сверлильные станки, горизонтально-расточные станки, газокислородные резаки, прочее техническое оборудование.
Специалисты компании выполняют следующие технологические операции по изготовлению ступенчатых валов:
| Наименование услуги | Виды механической обработки |
| Изготовление ступенчатых валов | Поступательная (строгание, долбление) |
| Осевая (зенкерование, развертывание, сверление) | |
| Фрезеровка торцевой, концевой фрезой | |
| Точение канавок | |
| Снятие фасок | |
| Торцевание | |
| Обработка галтелей | |
| Нарезание внешней, внутренней резьбы |
На заключительном этапе изготовления ступенчатых валов производят контроль качества, проверяют соответствие чертежам, другой технической документации. Детальную информацию обсуждают в каждом случае индивидуально. Оставляйте заявку – специалисты компании выполнят заказ любой сложности, изготовят ступенчатые валы серийного производства или в единственном экземпляре.
Заказать изготовление ступенчатых валов по выгодной цене можно на сайте «ГК МеталлЭнергоХолдинг».
В сообщении нужно указать исходный материал, диаметр, длину вала, количество и длину рабочих частей, высоту зубьев, технические размеры других элементов конструкции. Менеджер компании свяжется с вами в ближайшее время, уточнит технические вопросы, сроки исполнения, варианты доставки. Обращайтесь – консультация специалиста бесплатна.


Услуга изготовления технологической оснастки на заводе ГК «МеталлЭнергоХолдинг»
Изготовление технологической оснастки требуется в случаях необходимости оптимизации производства комплектующих и деталей важных для транспорта, оборудования, линий. ГК «МеталлЭнергоХолдинг» обеспечивает ее выпуск по нормам ГОСТ 31.0000.01-90 для возможности предприятий и компаний расширить техническую функциональность, механизировать производственные процессы. В качестве основных преимуществ обычно отмечается, что имея в наличии оснастку для проведения гибки, можно значительно упростить работу по сгибу арматуры, проволоки, трубных частей.
Технология изготовления технологической оснастки
Процесс производства технологической оснастки, поэтапно:
- С учетом проекта заказчика формируется ТЗ. Оно подробно прорабатывается с заказчиком с учетом всех нюансов.
- Заключается договор на оказание услуги по изготовлению согласованного вида.
- Обеспечивается проведение процесса производства, где применяют специальные технические средства.
- Проводится контроль готовности. Проверяется соответствие техническому заданию.
- Заказчику передается готовый заказ с оформлением акта о сдаче и приемке.
Основными методами для быстрого выполнения заказа пользователя являются механическая обработка и более дорогостоящая 3D-печать. Оптимальное решение принимается после сравнения обоих процессов и внесение конкретики со стороны потребителя и представителями ГК «МеталлЭнергоХолдинг». Как изготовление, так и проектирование технологической оснастки является не простым процессом, так как результатом должны стать качественные приспособления, упрощающие функционирование основного оборудования, расширяя его возможности.
Типы производимой технологической оснастки (ТО)
Из средств оснащения технологического оборудования выделяют следующие виды:
- универсальный — для фиксации заготовок из металлов, различающихся по размерам и форме;
- специализированный — для закрепления заготовочных частей, которые имеют практически одинаковые конструкционные параметры с поверхностями, подлежащими идентичной обработке;
- специальный, то есть одноцелевой, — применяемый в случаях необходимости обрабатывания деталей с определенной формой (размером).
В таблице приводится классификация изготовляемой заводами технологической оснастки. Различение — по трем направлениям согласно основным характеристикам ТО.
Классификация выпускаемой оснастки технологического оборудования
| Параметр | Значение |
| Функциональное назначение | станочные приспособления, узлы крепления для фиксирования инструмента, приспособления для организации усложненных механических узлов, с функцией контроля, устройства захвата, перемещения и вращения механизмов |
| Степень механизации | ручная, с механизацией, наполовину автомат, полностью автоматическая |
| Специализация | универсальная, специальная, специализированная |
Применение технологической оснастки в промышленности
Для резки, а также фиксации, штампования и гибки — металлическую оснастку применяют, когда необходимо:
- создать детали;
- восстановить повреждения в элементах из металла;
- отремонтировать неполадки в сложных механизмах;
- согнуть стержни и трубы, проволоку и строительную арматуру;
- выполнить штамповку (холодную, горячую).
Также технологическая оснастка бывает востребована в процессе создания любых прессовочных форм для серии, производства прессов со штампами, проведения ремонта, восстановления узловых частей оборудования, выполнения элементов из прутков или труб. Она важна при изготовлении деталей для прокатного производства.
Заказать изготовление технологической оснастки по выгодной цене
Вы можете подать заявку на разовое или серийное производство. Цена установлена без посреднической наценки, своевременная доставка во все российские регионы. Гарантия распространяется на все работы. Чтобы заказать изготовление технологической оснастки, предлагается связаться с менеджером по телефону +7 (351) 202-01-66 или отправить заявку на согласование по электронной почте chelyabinsk@metatorg.ru.

Производство шлицевых валов от производителя по чертежам
Шлицевой вал представляет собой специальную деталь, поверхность которой содержит продольные пазы (шлицы), необходимые для надежного и прочного соединения с другими элементами оборудования (машин) и передачи крутящего момента.
Шлицевое соединение
Шлицевым соединением называется соединение двух деталей, а именно вала и втулки (выступает в роли охватывающей поверхности) при помощи вырезов (шлицев) и зубьев (выступающие части).
В таблице ниже приведена основная классификация шлицевых соединений.
| По форме профиля сечения | Прямобочные (по ГОСТ 1139-58) Такое исполнение получило наибольшее распространение, во многом благодаря простоте изготовления |
| Эвольвентные (по ГОСТ 6033-80) Характеризуются высокой прочностью на изгиб | |
| Треугольные (не стандартизируются) | |
| По степени подвижности | Подвижные (допускают перемещение вдоль вала) |
| Неподвижные (для закрепления детали на валу) | |
| По передаваемой нагрузке | Легкая серия (малонагруженные соединения) |
| Средняя серия (Средненагруженные) | |
| Тяжелая серия (Для выполнения передачи больших моментов) |
Особенности изготовления шлицевых валов
Производство шлицевых валов относится к числу процессов, требующих высокой точности и ответственного подхода, мы осуществляем данные работы на передовом оборудовании, все стадии контролируются высококвалифицированными инженерами (операторами станков), а потому мы гарантируем высокое качество готового изделия (отсутствие на его поверхности дефектов). Исходным материалом для изготовления представленных валов выступает качественная углеродистая и легированная сталь (как правило, задействуют такие марки, как — 35, 45, 38ХГСА, 40Х, 40ХН). Обращаем внимание на тот факт, что полученные валы в обязательном порядке проходят необходимые испытания. Для начала работ нам необходим чертеж детали либо образец от заказчика.
Этапы производства шлицевых валов
Процесс изготовления шлицевых валов включает в себя следующие стадии работ:
-
Установку и отрезание заготовки (пруток) специальным прессом;
-
Центровку торцов (для данной операции используется фрезерно-центровальный полуавтомат);
-
Обточку (а именно обточку поверхности, фаски, канавок);
-
Рифление;
-
Нарезку шлицев. Данная процедура выполняется методом фрезерной обработки (при помощи дисковой фасонной фрезы на горизонтально-фрезерных станках) либо обкатыванием (в случае крупносерийного производства, при помощи червячных шлицевых фрез);
-
Шлифовку (включает в себя предварительную и чистовую стадию, работа выполняется современным оборудованием, в частности шлифовальным кругом).
Наибольшее распространение получили валы диаметром — до 250 мм, длиной — до 4500 мм, изготовление деталей с иными размерами по согласованию с заказчиком.

Эксплуатационные достоинства шлицевых валов
Образуемые при помощи шлицевых валов соединения характеризуются целым рядом положительных свойств, среди которых стоит отдельно выделить следующие:
-
Равномерность поступательного движения;
-
Превосходное центрирование деталей;
-
Высокий уровень прочности и износостойкости;
-
Способность выдерживать существенные механические нагрузки;
-
Продолжительный период службы.
Область применения шлицевых валов
Вышеописанные преимущества во многом определили тот факт, что валы указанного типа относится к металлоизделиям, которые получили широкое распространение, они незаменимы в:
-
Производстве крупногабаритной сельскохозяйственной техники (автотракторная промышленность);
-
Автомобилестроении (к примеру, в устройстве механизмов переключения передач);
-
Оборонной промышленности;
-
Сфере энергетики;
-
Станко- и машиностроении.
Заказать изготовление шлицевых валов
В нашей компании всегда можно заказать производство шлицевых валов, для получения подробной информации, свяжитесь с менеджерами по работе с клиентами (сделать это можно по телефону, либо написав письмо на электронную почту), они с радостью проконсультируют по всем интересующим вопросам. Мы гарантируем высокую точность полученных деталей (качество оценивается не только визуальным осмотром, но и с применением инструментальных средств диагностики).


Изделия, элементы, фигуры, конструкции из полипропилена на заказ по чертежам и с нашей разработкой проекта
ГК МеталлЭнергоХолдинг принимает заявки на изготовление изделий из полипропилена на заказ. Предлагаем выгодные условия — производим продукцию высокого качества, точно соблюдаем сроки, указанные в договоре, на большие объемы делаем скидки. Для постоянных клиентов возможна отсрочка по оплате. Доставка готовой продукции осуществляется во все регионы России. Варианты доставки — машинами нашего автопарка, транспортными компаниями ПЭК, СДЭК, Деловые линии. Возможен самовывоз с бесплатной погрузкой в автотранспорт заказчика. Чтобы сделать заказ или уточнить способы оплаты и условия доставки, обратитесь к нашему менеджеру.
Ассортимент выпускаемой продукции из полипропилена
В нашей компании вы можете заказать резервуары и емкости из полипропилена, чаши бассейнов, стеновые элементы, поддоны для гидропоники, гальванические ванны, накопители и септики, кессоны, ямы для автосервиса, емкости для брожения вина, бочки с плавающей крышкой, бассейны для рыбоводства, установки замкнутого водообмена (УЗВ), другие изделия и конструкции, применяемые в различных отраслях промышленности, строительстве, благоустройстве территорий. Производство изделий осуществляется способами экструзии, выдува, литья, вспенивания, ротоформования. Технологичность полипропилена позволяет проектировать и создавать изделия и конструкции любой конфигурации, которые сохраняют прочность при воздействии серьезных нагрузок. При необходимости конструкции из полипропилена усиливаются ребрами жесткости.
Емкости и резервуары из полипропилена
Принимаем заказы на изготовление вертикальных и горизонтальных емкостей цилиндрической или прямоугольной формы в поперечнике. Это резервуары для хранения питьевой и технической воды, пожарные резервуары, емкости для разведения рыбы. Полипропилен относится к коррозионностойким и химически инертным материалам, которые не оказывают негативного воздействия на рабочий продукт. Емкости, изготовленные из полипропилена, могут использоваться для хранения и транспортировки сыпучих веществ и жидкостей, включая растворы кислот и щелочей.
Подкладки под силовые опоры
Согласно требованиям ФНиП ПС №533, опорой выносных стоек при установке подъемного оборудования должны служить прочные подкладки. Подкладки из полипропилена обладают высокой прочностью, морозостойкостью, стойкостью к нагрузкам, что исключает продавливание почвы опорами, обеспечивает устойчивость спецтехники при выполнении погрузочно-разгрузочных и монтажных работ. Стандартные размеры подкладок от 300х300х15 мм до 1000х1000х30 мм.
Пластиковые погреба
Кессон-погреб представляет собой контейнер из полипропилена, изготовленный из стеновых элементов с ребрами жесткости по технологии бесшовной сварки, что обеспечивает его герметичность. Под заказ погреб комплектуется лестницей для спуска, стеллажами, вентиляционной системой, монтируется утеплитель. Монтаж погреба осуществляется в котлован на песчаную подушку или на ж/б плиту. Стоимость кессона зависит от его габаритов и комплектации.
Бассейн из полипропилена
Выполняем заказы по изготовлению из полипропилена чаш для бассейнов с оснащением дополнительным оборудованием — фильтровальными системами, электронагревателями, теплообменниками, установками дезинфекции и системами автоматики. Бассейны комплектуются индивидуально под запросы заказчика с учетом условий эксплуатации. Для изготовления чаш бассейнов применяется метод термической сварки как в заводских условиях, так и на месте установки бассейна. Второй вариант позволяет проектировать и изготавливать чаши любого размера и конфигурации.
Пожарные резервуары полипропиленовые и пластиковые
Большой популярностью пользуются технические емкости из полимерного материала — пожарные резервуары. Это разнообразные по размеру емкости с горизонтальным и вертикальным ориентированием, которые могут устанавливаться как наземным, так и подземным способом. Резервуары изготавливаются из листового полипропилена способом экструзионной сварки. Емкости комплектуются смотровыми люками, уровнемерами, патрубками и штуцерами для подключения насосов.
Стеновые элементы
Стеновые панели, применяемые для усиления конструкции крупногабаритных емкостей, изготавливаются из блоксополимера полипропилена с добавлением модифицирующих присадок по технологии литья под давлением. Конструкция с решетчатой структурой имеет высокую прочность и жесткость. Монтаж усиливающих конструкций из стеновых элементов осуществляется путем болтового соединения или сварки горячим газом.
Поддоны гидропонные
Лотки, поддоны, крышки, клапана слива для гидропоники, выполненные из полипропилена, обладают легкостью, ударопрочностью, влагостойкостью, долговечностью, устойчивостью к гидролизу, УФ-излучению, воздействию химических веществ и климатических факторов. Возможно изготовление лотков и поддонов любых размеров по индивидуальному заказу.
Как сделать заказ на завод полипропиленовых изделий МеталлЭнергоХолдинг?
Чтобы оформить заявку на изделия из полипропилена, свяжитесь с нашим менеджером по телефону, Чертежи емкостей, резервуаров и других изделий с описанием задачи отправляйте нам на эл.почту. Наш менеджер рассчитает стоимость проекта, озвучит сроки его реализации, ответит на любые вопросы.


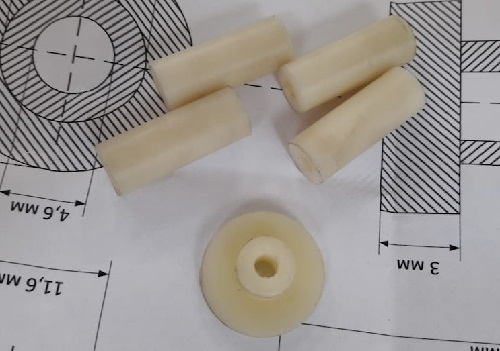
Производство полимерных втулок по чертежам, эскизам, образцам
Группа компаний МеталлЭнергоХолдинг изготавливает пластиковые втулки по чертежам заказчика с использованием новейшего оборудования с ЧПУ. Современное программное обеспечение позволяет выполнять заказы любой сложности, обеспечивая высокие эксплуатационные характеристики готовых изделий. При изготовлении обеспечивается соблюдение требований межгосударственного стандарта ГОСТ 11710, определяющего основные допуски и посадки для деталей из пластмасс.
Технология изготовления втулки из пластика
На производственных площадях предприятия установлены и эффективно эксплуатируются различные станки и механизмы, позволяющие обрабатывать любые виды пластика. Так, для производства полиуретановых и полипропиленовых втулок может применяться наиболее эффективный метод литья, а для обработки других видов пластика (полиамид, фторопласт, ABS и другие) используются токарные станки с ЧПУ. Компания принимает заказы на производство втулок из разных марок, от ПА-6 и РЕ до NBR или EPDM.
Процесс выпуска втулок на заказ:
- Клиент подготавливает и предоставляет менеджеру компании МеталлЭнергоХолдинг чертежи втулок.
- Определяемся с материалом с учетом планируемого применения.
- На специальных роботизированных станках по чертежам изготавливается тестовый экземпляр втулки. В процессе выполнения работы применяются токарные и фрезерные станки. Автоматизированное оборудование гарантирует исключение брака и обеспечивает обработку заготовок с точностью до 0,01 мм.
- После проверки готового образца заказчиком изготавливается вся партия.
Характеристики втулок из полимеров и композитов
| Наименование | Свойства |
|---|---|
| Капролон |
|
| ПНД |
|
| Полиацеталь |
|
| Полиамид |
|
| Фторпласт | |
| Полиуретан | |
| Текстолит |
|
Заказ пластиковых втулок по чертежам любой сложности
Если в представленном выше перечне нет того полимера, который необходим заказчику, предлагаем связаться с менеджером — специалист ГК МеталлЭнергоХолдинг определит возможность обработки требуемого материала и сложность технического задания, проконсультирует о стоимости работ. Воспользуйтесь услугой профессионалов: заказывайте изготовление пластиковых втулок по в ГК МеталлЭнергоХолдинг — принимаем заявки онлайн, по телефону +7 (351) 202-01-66 и почте chelyabinsk@metatorg.ru.

В грузоподъемных механизмах – кранах общего назначения, гусеничных, буровых лебедках применяют устройство, обеспечивающее полную остановку крана с и удержание неподвижности, с отключенным приводом. Устройство имеет цилиндрическую форму, с посадочным местом под вал, и называется шкив. Группа компаний МеталлЭнергоХолдинг оказывает услугу – производство тормозных шкивов из качественной, сертифицированной стали, по невысокой цене.
Конструкция и производство шкивов тормозной системы кранов
Шкивы изготовляют по технологии горячей штамповки, ковки и литья. Элементами типовой конструкции шкива тормозного являются:
· наружный обод, закрытый с одной стороны плоской круглой стенкой;
· внутренний цилиндр в центре обода, со сквозным отверстием – цилиндрическим или на конус, со шпоночным пазом на внутренней стенке, для стопорного крепления на вал;
· муфта присоединительная.
Шкив выполняет работу по удержанию вращения вала, прижатием колодок и пружин, предусмотренных в системе тормозов кранового оборудования. Срабатывание системы – от электромагнитного толкателя.
Материалы, применяемые в производстве тормозных шкивов
Выбор стали осуществляют в зависимости от технологии и эксплуатационных условий – климата и риска коррозии. В производстве тормозных шкивов используют упрочняемые термической обработкой марки, технологичные к обработке давлением Ст45, Ст40Х, литейные 45Л, 55Л, 40ХЛ, другие, по требованию заказчика. Независимо от метода производства тормозных шкивов деталь подвергают механической обработке.
Технические характеристики тормозных шкивов
Производство тормозных шкивов осуществляют по конструкторской документации. Размеры посадочного места выполняют по техническому заданию заказчика.
Таблица 1. Размеры и вес стальных тормозных шкивов
| Диаметр обода, мм | Ширина обода, мм | Масса шкива, в типовом исполнении, кг |
| 160 | 70 | 22 |
| 200 | 90 | 30 |
| 300 | 145 | 55 |
| 400 | 185 | 95 |
| 500 | 205 | 130 |
| 600 | 250 | 185 |
Шкив тормозной относится к устройствам, обеспечивающим безопасность эксплуатации кранового оборудования. Устройство эксплуатируется с интенсивными нагрузками, подлежит регулярному контролю над состоянием металла, с немедленной заменой – при износе.
Заказать услугу – производство тормозных шкивов в ГК МеталлЭнергоХолдинг – по самой невысокой цене
Компания осуществляет производство тормозных шкивов стали, по техническим условиям и нормам безопасности. Преимуществом заказа услуги в ГК МеталлЭнергоХолдинг является возможность производства шкивов из материала заказчика, и из нашей стали, сертифицированной на соответствие для шкивов, по цене производителя, без переплаты посреднику.
Сделайте заявку по телефону, напишите на электронный адрес, закажите услугу производство тормозных шкивов, на сайте. Действует предложение по организации недорогой доставки крановых шкивов тормозных – во все регионы Российской Федерации и в страны Содружества.


Производство червячных передач от Завода МеталлЭнергоХолдинг
Производственные предприятия Группы компаний МеталлЭнергоХолдинг выполняет заказы на изготовление червячных пар и отдельных их элементов. Червячная пара это вид механической передачи, которая работает путем передачи момента вращения от цилиндрического червяка к зубчатому колесу. Изготовление такого механизма осуществляется по чертежам заказчика или по предоставленному образцу на металлообрабатывающих станках с ЧПУ. Материалом червячной пары могут быть низкоуглеродистые, инструментальные и легированные стали, цветные металлы и их сплавы.
Для оформления заказа заполните форму заявки на сайте или свяжитесь с представителем компании по телефону.
Возможные характеристики червячных пар
Предприятия компании могут изготовить детали следующих видов червячных пар:
· прямые цилиндрические;
· глобоидные;
· с правым и левым направлением витка
Так же пары могут быть однозаходными и многозаходными с параметрами, показанными в таблице.
| Параметр | Единица измерения | Показатель |
| Максимальная длина червячного вала | мм | 1600 |
| Диаметр зубчатого колеса | 800 | |
| Модуль зубьев | до 12 | |
| Их количество | шт | до 160 |
| Предельное число заходов | раз | 4 |
| Применяемые материалы: | ||
| Стали | - | 40Х, 40ХН, 45 |
| Чугун | - | СЧ20 |
| Бронза | - | БРАЖ9-4 |
При необходимости повышения прочности узла поверхность металла может быть нагартована. Твердость червяка всегда выше, чем у зубчатого колеса. Поэтому их обычно изготавливают из разных материалов или подвергают термической обработки только один элемент.
Основные этапы выполнения заказа на изготовление червячной передачи
· изучение чертежей заказчика;
· определение сложности и объемов работы;
· расчет стоимости заказа и сроков выполнения;
· разработка программ для станков с ЧПУ;
· изготовление, проверка и испытания пробного образца;
· выполнение основного объема токарных и фрезеровальных работ;
· термическая обработка, нагартовка и шлифовка (при необходимости);
· отгрузка готовых изделий заказчику.
Формирование цен на выпуск червячных пар
Червячная передача довольно сложный механизм для производства. Ее изготовление требует высокой квалификации работников, наличие профессионального металлообрабатывающего оборудования с ЧПУ и качественных материалов на складе.
Стоимость услуг по изготовлению червячной передачи зависит от следующих факторов:
· конструктивная сложность деталей;
· геометрические размеры изделия;
· необходимый срок выполнения;
· используемые марки металлов;
· общий объем заказа.
Компания принимает оптовые и розничные заказы от предприятий, предпринимателей и частных лиц.
Применение червячных передач
При работе такие пары создают небольшие, но точные перемещения элементов передачи, поэтому часто используются в механизмах регулировки скоростей. Червячная пара имеет простую компактную конструкцию и способна обеспечить плавный ход, низкий уровень шума, самоторможение при необходимости, высокую кинематическую точность, работу на необходимой скорости.
Однако, для этих изделий характерен повышенный износ, из-за высоких механических нагрузок на элементы пары. Для их снижения необходимо обеспечить высокую точность изготовления в заводских условиях промышленного предприятия.


- подсоединение специализированного инструмента;
- монтаж аварийных и породоразрущающих узлов;
- оборудования керноотборного типа;
- установка систем, отвечающих за геонавигацию;
- соединение бурильных и обсадных колонн;
- монтаж бурильных колонн и насосно-компрессорных труб.
- предел текучести от 689 до 758 МПа;
- временное сопротивление – не менее 931, но не более 965 МПа;
- относительное удлинение не должно превышать 13 процентов;
- средняя ударная вязкость – не более 68 Дж/см2 при нормальной температуре.
| Соединение (резьбовое) для разных концов | Длина (мм) | Диаметры (мм) | Масса (кг) | ||
| ниппельный | муфтовый | наружный | внутренний | ||
| З-76 | З-76 | 370 | 95 | 33 | 13,6 |
| З-88 | З-76 | 396 | 113 | 39 | 21,9 |
| З-66 | З-86 | 357 | 108 | 26 | 16,9 |
| З-73 | З-86 | 357 | 108 | 45 | 15,4 |
| З-76 | З-86 | 370 | 108 | 33 | 17 |
| З-88 | З-86 | 396 | 113 | 39 | 20,4 |
| З-101 | З-86 | 421 | 118 | 55 | 23 |
| З-76 | З-88 | 390 | 113 | 33 | 20,3 |
| З-88 | З-88 | 396 | 113 | 39 | 20,7 |
| З-101 | З-88 | 421 | 118 | 59 | 22,2 |
| З-121 | З-88 | 501 | 146 | 59 | 37,8 |
| З-76 | З-101 | 483 | 118 | 33 | 22,2 |
| З-88 | З-101 | 421 | 118 | 39 | 23,5 |
| З-102 | З-101 | 438 | 120 | 63 | 22,2 |
| З-117 | З-101 | 501 | 140 | 59 | 34,8 |
| З-121 | З-101 | 498 | 146 | 63 | 36,5 |
| З-88 | З-102 | 431 | 120 | 39 | 24 |
| З-101 | З-102 | 431 | 120 | 63 | 20,8 |
| З-102 | З-102 | 438 | 127 | 59 | 26 |
| З-117 | З-102 | 500 | 140 | 59 | 34,5 |
| З-121 | З-102 | 497 | 146 | 79 | 30,9 |
| З-88 | З-108 | 452 | 133 | 39 | 27 |
| З-101 | З-108 | 460 | 133 | 63 | 24,6 |
| З-102 | З-108 | 466 | 133 | 71 | 23,5 |
| З-117 | З-108 | 464 | 140 | 59 | 35,5 |
| З-121 | З-108 | 491 | 146 | 73 | 35 |
| З-117 | З-117 | 464 | 140 | 59 | 36 |
| З-121 | З-117 | 458 | 146 | 79 | 33,5 |
| З-147 | З-117 | 524 | 178 | 79 | 55,8 |
| З-86 | З-121 | 490 | 146 | 55 | 29,1 |
| З-88 | З-121 | 494 | 146 | 39 | 32,6 |
| З-101 | З-121 | 491 | 146 | 63 | 31 |
| З-102 | З-121 | 497 | 146 | 71 | 29,5 |
| З-108 | З-121 | 503 | 146 | 73 | 33 |
| З-117 | З-121 | 464 | 146 | 59 | 38,4 |
| З-121 | З-121 | 458 | 146 | 81 | 32,2 |
| З-122 | З-121 | 470 | 146 | 81 | 33,3 |
| З-133 | З-121 | 485 | 155 | 81 | 42,6 |
| З-147 | З-121 | 525 | 178 | 81 | 55,9 |
| З-161 | З-121 | 538 | 203 | 81 | 73,2 |
| З-101 | З-122 | 491 | 146 | 63 | 29 |
| З-102 | З-122 | 497 | 146 | 71 | 28 |
| З-108 | З-122 | 503 | 146 | 73 | 31,8 |
| З-117 | З-122 | 464 | 146 | 59 | 37 |
| З-121 | З-122 | 458 | 146 | 81 | 31 |
| З-122 | З-122 | 470 | 155 | 81 | 39,9 |
| З-133 | З-122 | 485 | 155 | 96 | 35,6 |
| З-147 | З-122 | 525 | 178 | 96 | 48,2 |
| З-101 | З-133 | 496 | 155 | 63 | 31 |
| З-108 | З-133 | 507 | 155 | 73 | 33,9 |
| З-117 | З-133 | 498 | 155 | 59 | 40 |
| З-121 | З-133 | 483 | 155 | 81 | 36 |
| З-122 | З-133 | 485 | 155 | 83 | 37 |
| З-140 | З-133 | 511 | 172 | 71 | 59 |
| З-147 | З-133 | 521 | 178 | 102 | 46,1 |
| З-147 | З-133 | 517 | 178 | 90 | 53 |
| З-152 | З-133 | 530 | 197 | 90 | 63 |
| З-161 | З-133 | 533 | 203 | 106 | 61,1 |
| З-171 | З-133 | 522 | 203 | 96 | 62,3 |
| З-117 | З-147 | 526 | 178 | 59 | 47,7 |
| З-121 | З-147 | 517 | 178 | 81 | 45 |
| З-122 | З-147 | 529 | 178 | 83 | 45 |
| З-133 | З-147 | 525 | 178 | 96 | 44 |
| З-133 | З-147 | 521 | 178 | 96 | 47,1 |
| З-133 | З-147 | 505 | 178 | 96 | 50,2 |
| З-140 | З-147 | 511 | 178 | 71 | 60 |
| З-147 | З-147 | 518 | 178 | 102 | 51 |
| З-152 | З-147 | 518 | 197 | 90 | 74 |
| З-161 | З-147 | 518 | 185 | 102 | 60 |
| З-171 | З-147 | 522 | 203 | 102 | 62,8 |
| З-121 | З-152 | 527 | 197 | 81 | 55 |
| З-147 | З-152 | 518 | 197 | 102 | 67 |
| З-152 | З-152 | 518 | 197 | 90 | 73,5 |
| З-171 | З-152 | 518 | 203 | 123 | 67,4 |
| З-147 | З-161 | 518 | 185 | 102 | 53 |
| З-171 | З-161 | 539 | 229 | 128 | 81,3 |
| З-177 | З-161 | 524 | 225 | 103 | 97,3 |
| З-121 | З-171 | 530 | 203 | 81 | 49,4 |
| З-133 | З-171 | 537 | 203 | 96 | 48,9 |
| З-147 | З-171 | 539 | 203 | 102 | 61 |
| З-152 | З-171 | 518 | 203 | 90 | 74,3 |
| З-171 | З-171 | 518 | 203 | 128 | 59,4 |
| З-177 | З-171 | 524 | 229 | 102 | 99 |
| З-201 | З-171 | 519 | 254 | 122 | 115 |
| З-171 | З-177 | 518 | 225 | 103 | 93 |
| З-177 | З-201 | 534 | 254 | 102 | 118,2 |
| З-201 | З-201 | 538 | 254 | 121 | 121,9 |

Производство деталей по выгодной цене
Предприятия Группы компаний МеталлЭнергоХолдинг выполняют заказы на изготовление деталей различного назначения простой и сложной конфигурации. Для их производства могут использоваться углеродистые, инструментальные, нержавеющие и высоколегированные стали, серый и ковкий чугун, сплавы цветных металлов и разнообразные полимерные материалы. Если необходимые детали не являются известными изделиями стандартного типа, то они могут быть сделаны по чертежам заказчика или предоставленному образцу, в том числе и частично изношенному.
Для обсуждения условий договора и оформления заказа свяжитесь с представителем компании по телефону. Специалист поможет подготовить техническое задание на изготовление деталей, объяснит, какую документацию или образцы необходимо предоставить изготовителю, а также определит предварительную стоимость услуги. После этого сообщит адрес ближайшего производственного предприятия готового выполнить ваш заказ.
Перечень изготавливаемых заказных деталей входят:
- прямые, ступенчатые и шлицевые валы;
- втулки, фланцы, штуцера, переходники;
- приводные и тормозные шкивы и звездочки;
- комплекты деталей червячных передач;
- элементы модельной и технологической оснастки;
- закладные детали для монолитного строительства;
- полипропиленовые емкости и баки сложной конфигурации.
Задача заказчика предоставить чертеж необходимого изделия или его образец.
Технологии, применяемые для производства деталей
Для производства деталей применяется современное высокотехнологичное оборудование. Небольшие заказы выполняются вручную. При больших объемах в работу включаются станки с числовым программным управлением. В результате производственные предприятия Группы компаний МеталлЭнергоХолдинг способны обеспечить выполнение, как небольшого заказа, так и организовать серийное производство.
Основные параметры технологических процессов при производстве деталей:
| Материалы, применяемые для производства деталей | Углеродисты и легированные стали, сплавы цветных металлов, серый и ковкий чугун, полиэтилен и полипропилен |
| Технологии обработки металлов | Штамповка, прессование, гибка, резка, сварка, токарная обработка, фрезерование, сверление, шлифование и полировка |
| Создание изделий сложной пространственной конфигурации | ЗD печать на основе спекания порошковых металлов, полимеров и специальных керамических составов |
| Защита от коррозии и агрессивных сред | Горячее оцинковывание, нанесение пленочных полимерных покрытий и покраска порошковыми составами с возможным запеканием ЛКМ на поверхности |
| Виды термической обработки | Ковка, закалка, отжиг, отпуск, нормализация |
Производственными предприятиями освоены технологии автоматической сварки металлов в защитной среде, лазерной и плазменной резки. Благодаря внедрению новых технологий себестоимость производства деталей удалось снизить в несколько раз. Поэтому компания может предоставлять свои услуги значительно дешевле конкурентов.
Стоимость готовых изделий зависит от применяемых материалов, сложности конфигурации, способа термической обработки и защиты от коррозии.
Заказать изготовление деталей от ГК «МеталлЭнергоХолдинг»
ГК «МеталлЭнергоХолдинг» оказывает весь комплекс услуг по металлообработке. Можно заказать изготовление деталей по чертежам или предоставленному образцу. Цена работ низкая, определяется по фиксированным расценкам. Заявки принимаются по телефону +7 (351) 202-01-66, электронной почте chelyabinsk@metatorg.ru.
